Lean manufacturing: The ultimate guide
Lean manufacturing works well for many companies. Learn everything about lean and how it maximizes efficiency.

If you are running a manufacturing shop, you must have heard about lean manufacturing. Companies that practice lean reap benefits like efficient production lines with minimal wastage and maximum resource utilization. Now isn’t that something every manufacturer wants? Read on to get familiar with lean.
The concept of lean was introduced to reduce manufacturing costs and wastage by industrial engineers in the 19th century. In this article, we look at lean manufacturing in depth by understanding the philosophy, history, concepts, and techniques around lean.
The core idea in lean is to eliminate waste and to do that, you must eliminate variance. Variance exists in everything, from number of types of products produced to their quantity. It affects the whole supply chain including sourcing from the supplier up to delivering to customers.
Consider this, if you get one random huge order this year, to fulfill it, you’ll hire more workers. But, if your regular outgo is much lesser, those extra workers become unwanted. Variance causes a lot more wastes like this.
Now that you’ve understood the main idea behind lean, let’s see what we’ll cover in this lean guide:
- Introduction and basics of lean
- The 8 wastes in lean
- Lean manufacturing principles
- 5s methodology in lean
- Lean manufacturing tools
- Lean software and companies that use lean
- Lean manufacturing related concepts
- Where to learn to go lean?
We’ll explore what lean manufacturing is all about and how it compares to other methods and try to decide if you can benefit from lean principles. Let me rephrase that, you will benefit from lean principles, let’s see if you can keep up with them.
Chapter 1: Introduction and basics of lean
1.1 What is lean manufacturing?
Lean manufacturing is a set of principles that eliminate unnecessary actions to make a manufacturing line more efficient. It aims at doing this without sacrificing the current productivity of the whole cycle. Right from raw material procurement to manufacturing to delivering the product to customers, everything is accounted for. Actually, this is an oversimplification of the whole concept. Lean manufacturing involves a lot of principles that we’ll talk about in this blog. But first, let’s see why even talk about lean.
1.2 Why consider lean manufacturing?
Lean is about changing your entire operations from marketing to manufacturing. Focusing on your process and product will make it sell itself better. It aims at making your factories, resources, and employees efficient. Lean principles are applied to reduce wastes, maintain quality, seed out defects, find root causes, standardize and document improvements, among other improvements.
Besides, there are strong data that shows the importance of going lean. Let’s take a look.
In 2014, “61% of manufacturers have established or plan to establish a continuous improvement/lean manufacturing group in 2014” according to LNS research.
From more recent research, in 2020, manufacturing leaders rated lean manufacturing as the second most important factor to propel advancements in future business performance.
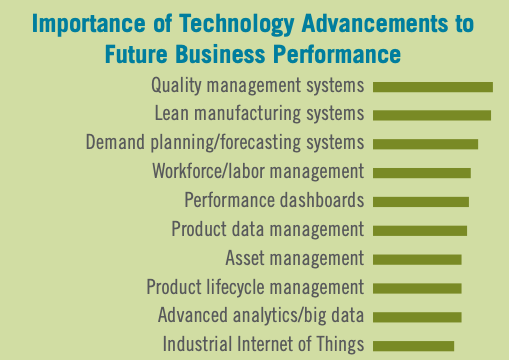
From the same study by NIST, I quote “It’s no wonder that quality management and lean manufacturing systems top the list. Quality is the price of admission for manufacturers in any market today. Lean systems and processes improve quality by supporting the transition to one-piece flow and incorporating error-proofing techniques”.
Further, for most companies lean is the #1 area where companies have similar or worse cost structures than their competitors. This means there’s a real opportunity for you to not only go lean but optimize and organize a lean culture.
Some companies have seen 31% improvement in productivity after going lean.
Now that we’ve looked at some convincing data from reputable sources, let’s understand the goals of going lean.
1.3 What is the goal of lean manufacturing
With the word ‘lean’ in it, it comes to no surprise that lean manufacturing is all about efficiency. Successful lean practice aims at eliminating any wastes, reducing both time and costs.
- Eliminate wastes: Waste can be in the form of wasted time, fuel, resources, or any other activity. Lean principles guide you to eliminate any wastes to make the process efficient. Examples of eliminating wastes include using power efficient machinery, motion sensors to turn off lights/fans, using recycled and eco-friendly materials, and much more. Wastes are considered not just in materials, but also in time and productivity.
- Minimize time: The less time it takes to manufacture items, the more you can in a shorter period. Time to produce items can be reduced greatly by thoughtful warehouse and shop floor locations, better equipment, skilled labor, standardized operations, machine automation, etc. Faster manufacturing contributes to growth of the company.
- Grow your business (by reducing costs): When you adopt a lean mindset to your manufacturing process and eliminate wastes, costs will automatically reduce. However, this does not mean you should compromise on quality by opting for cheaper materials. Reduced cost is a byproduct of the principles you adopt.
1.4 History of Lean Manufacturing
The automobile manufacturer Toyota comes to mind when we talk about lean. But lean’s history dates a few years before that. In 1911, Fredrick Taylor and Henry Ford first observed the effects of using standardized work and continuous improvements in manufacturing. Come 1930s, Japanese engineers in Toyota added to these thoughts and applied them at Toyota.
In the 1930s, at Toyota, due to decreasing demands during the war and to avoid overproduction, they shifted from make to stock to make to order. Two of their engineers played a key role in forming Toyota's production system (TPS)—Shigeo Shingo and Taiichi Ohno. TPS came to be known as just in time manufacturing (JIT) in the 1980s.
These methods from Toyota were researched further towards the end of the century and in 1988, the term “lean” was coined by John Krafcik when he was a researcher at MIT. Finally, in 1996, authors James Womack and Daniel Jones published the book ‘Lean Thinking’ in which they formally defined lean and further described the principles of lean manufacturing. We’ll talk more about books in Chapter 8.
Chapter 2: 8 wastes in lean
To understand how lean manufacturing enhances a regular manufacturing line, let’s first see the wastes that occur in traditional manufacturing setups. These are the wastes that lean principles try to eliminate.
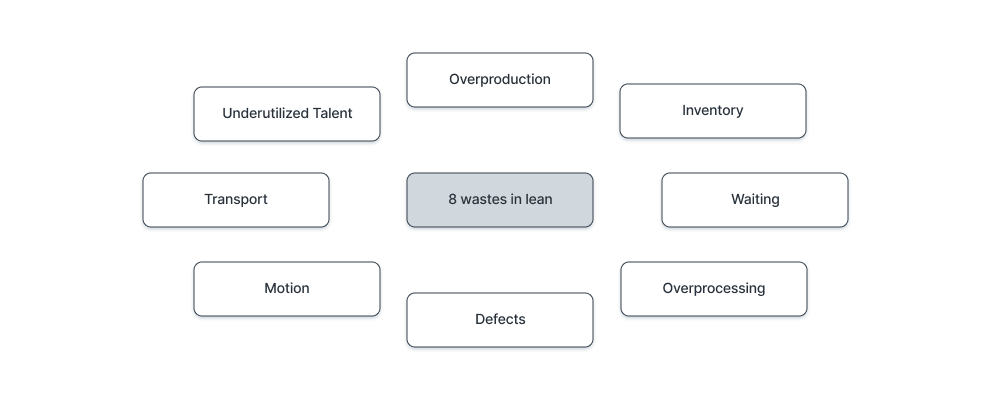
2.1 Overproduction
On first thought, producing in bulk might seem like a good idea. It reduces cost of manufacturing per unit. But many companies have large bulks locked up in warehouses because of multiple unforeseen reasons. To store large inventory, companies have to pay for storage space and pay workers to manage the inventory. While some overproduction is inevitable to account for defects, the overall goal should be to produce as efficiently as possible to hold minimum inventory of finished products.
2.2 Inventory
Extra inventory sitting idle in warehouses is a result of overproduction. Inventory can be raw materials, finished goods, or work in progress items. Overproduction adds to extra finished goods. To do get there, companies also procure a lot of raw materials. Procuring too many raw materials and manufacturing items contributes to waste in every stage of production. If your idle inventory cannot produce revenue in the short term, then it’s a waste. Inventory items have a cost associated with them. Hence, idle inventory is stealing from your cash flow. You could go as far as selling products on a discount rather than them collecting dust in your idle inventory.
2.3 Waiting
Whenever products are not being processed to the next stage, they’re ‘waiting’ in a queue. This could be a long line of items in the conveyor belt waiting to be painted or packed. Another scenario is that the next step in the manufacturing line is ready but the machine is idle, ‘waiting’ for the previous step to get completed. For example, the packing machine is ready and waiting, but the painting machine is on downtime and can’t process more items for a while. Or your worker could also be on a break.
2.4 Overprocessing
This refers to any activities performed on the products that are not required or expected by the customer. Overprocessing costs time, more materials, more machinery, sometimes higher complexity, and in the end more money. For example, painting an automobile that will sit idle in inventory, extra packing materials on tools that will be boxed as a set anyway, or even something as simple as regular restaurants decorating the plate with fancy ingredients and patterns. Though the decoration might be standard expectation in a high-end restaurant, it’s unnecessary in a regular fast food joint or diner.
2.5 Defects
Assuming that your manufacturing line has quality checks, a defect is a piece that doesn’t meet regular standards. For example, a dented car door, cracked piece of furniture, shirts with holes or missed stitches, etc. Defective pieces often have to be discarded or reworked. Reworking an old piece and manufacturing a new piece, both, waste a lot of time and energy.
2.6 Motion
Any unnecessary movement either by workers or machines, or the product is a waste of motion. Quite simply, moving anything that doesn’t add any value should be avoided. For example:
- Moving around heavy inventory by hand instead of forklifts
- Moving more or less inventory than required (wasting time to put back or get more inventory from warehouse to shop floor)
- Related raw materials placed far apart and wasting motion to collect them.
2.7 Transport
Every time a product is transported to a different location without any specific purpose, it’s a waste of transport. Transport could be a few meters like from warehouse to welding shop to painting shop or thousands of kilometers like sourcing from India, manufacturing in Germany, and assembling in China. Transporting large numbers of items costs a lot of money. Other than this, products are also at the risk of damage or getting lost when transporting over long distances. The logistics, staffing, vehicles, etc are a separate added cost.
2.8 Underutilized talent
Traditionally, there have been only seven forms of waste in lean manufacturing principles. But some lean manufacturers also consider an eighth waste, underutilized talent. This refers to no utilizing people to their fullest potential including time, talent, skill, and even ideas. Workers and operators practically live and breathe half of their lives in the factory/workstation. You’d be surprised to see that some of them have great ideas for enhancing the manufacturing line.
Some other wastes in lean include:
- Wasting resources like fuel and electricity
- Waste of skills
- Delegating tasks with inadequate training
- Using wrong metrics or no metrics
- Not allowing workers to contribute ideas
- Using incorrect software, wasting time browsing internet or playing games on computers
- Wasting by products or scrap items (certain by products can be sold, used as manure, or used as landfill)
Chapter 3: Lean manufacturing principles
After getting familiar with the wastes, let’s now understand the foundational principles that form lean manufacturing practice.
In the 1996 book, ‘Lean Thinking’ 5 principles of lean were solidified which are still true in practice today.
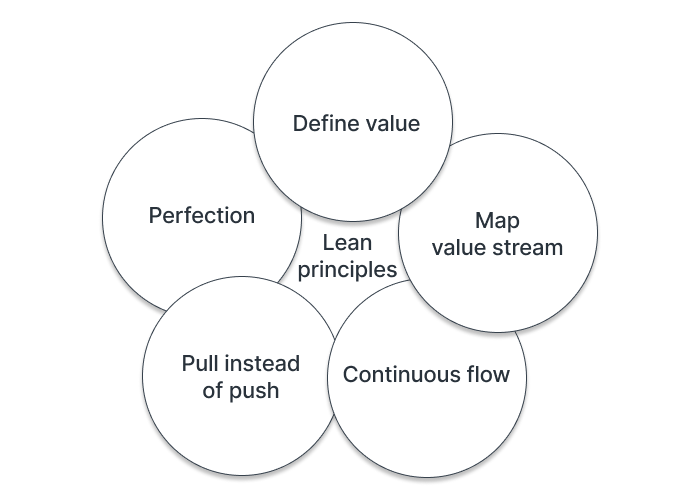
3.1 Defining value
By value, I mean what it’s worth to your customers, not your company or your employees. In other words, value is what the customer is willing to pay for. Hence, you should deliver the product that is most valuable to your customers. No, not the best product, but the best product suitable to the customer. As a trivial example, you could make the best silk shirts in the world but if your customers want cotton shorts, then cotton shirts are more value delivered even though we know silk is a better fabric. Companies also sometimes waste time in doing activities they think are of value but they’re not to the customer. The best person to tell you what your customers want is the customer.
3.2 Mapping the value stream
Once you’ve done a couple of surveys and understood what is valuable to your customers, it’s time to carve a path to reach that value goal. That is, formalizing steps to manufacture the products. The way you do this is by defining and documenting each and every step in the process from raw materials to finished products. Primarily, the goal of doing this is to eliminate all the unnecessary wasteful steps. Thereby, optimizing the value stream for delivering the most value.
3.3 Continuous Flow
Once you’ve eliminated the wastes, you need to ensure that the steps flow smoothly from one to the next. All operations should flow smoothly without any interruptions, bottlenecks, or delays. Some steps you could take in this direction are optimizing workload of both machines and people, training workers for more skills, revisiting the number of steps in production to reach finished goods, etc.
3.4 Pull instead of push
The traditional way is push (make to stock) or manufacturing and stocking up items in inventory. Lean tells us to adapt a push (make to order) mindset. This is also known as JIT style of manufacturing. The goal here is to minimize the idle inventory in finished products and work in progress stages. By forecasting the demand and working back from it, you can roughly keep only a minimum number of raw materials ready.
3.5 Perfection
Perfection may sound cliche but what you have to understand is that lean is an organizational culture that needs continuous efforts and nurture. It’s not a one time thing and that’s a reason why it doesn’t work the same for all companies. In fact, it won’t harm to adapt lean principles beyond manufacturing to processing orders and customer service. Both managers and employees of your company should strive to derive the maximum value from all these activities. This gets your company closer to perfection in the manufacturing line. Above all, the goal should be to produce 0 waste and deliver the best value to your customers.
Chapter 4: 5s methodology in lean manufacturing
Now that we’ve covered lean’s driving principles, let’s take a look at the operational parts.
Lean 5s is a workplace organization method developed in Japan. These methods are for better workplace organization, maintenance, and long term continuous use of these principles. The idea revolves around four methods and the fifth one is to sustain everything.
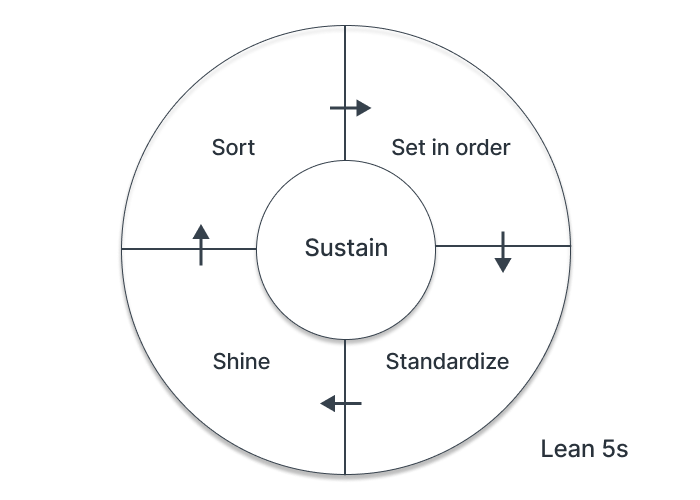
4.1 Sort
Sorting and removing all unnecessary items from your factory or shop floor. The goal here is to free up more space, reduce distractions and time wasted on searching for items, and simplifying inspection. This can be something as simple as removing extra tables or cupboards from a shop floor. For example, if there are two cupboards, the tools could be stored in either of them, wasting time for workers in the next shift to find them.
4.2 Set in order
Setting in order means organizing items neatly and labeling them. The goal is to make working with tools smooth and easy. To adapt this, you could practice things like placing components together, placing the frequently used items easier to reach, use fixed locations, and ensuring employees return the items to their fixed locations, etc.
4.3 Shine
An overlooked practice is cleaning and inspecting regularly used tools to keep them in good condition. This promotes a clean work environment, at the same time increases efficiency and safety. Shine or cleaning can be done to simple equipment like a wrench to complex manufacturing equipment with various moving parts. This also extends to the workplace itself, i.e., the factory or shop floor. Cleaning the workplace daily or alternate days is good practice.
4.4 Standardize
Once you’ve defined processes for sort, set, and shine, it’s time to standardize these processes so that they’re followed by everyone in your company the same way. The goal is to establish a coherent practice of these principles across the company. Your work culture might need changes in order to incorporate and standardize these methods.
4.5 Sustain
The last step is to sustain without the need for intervention. Meaning, the workers should be able to follow these methods and steps without being told to. You could conduct training, regular reviews, etc., to kickstart sustaining these practices.
4.6 Safety
Some companies add safety as the 6th s in lean. Safety should be a top priority in the workplace. This means eliminating any hazardous items, providing protective gear to the workers, and instructions to maintain safe distance when operating dangerous machinery. It could also mean giving workers training to practice caution when operating sharp objects and machines.
Chapter 5: Lean manufacturing tools
By tools here I mean the different techniques and methods used to practice lean culture. There are many lean tools practiced throughout various industries. Here we’ll take a look at some common ones.
5.1 Cellular manufacturing
In cellular manufacturing, manufacturing processes are grouped into cells where each cell will carry out one process. Similar cells are placed close together based on the similarity of the activity. For example, a cutting station will only perform cutting and hence act as a cell along with other similar cells that each focus on their part. Here, required items are made available within reach for quickly manufacturing items. This is a contrast to traditional manufacturing processes where machines are placed close but items are moved around more for further processing. With a cellular approach, having everything close and under one roof speeds up the production of items. In constrained environments, for making cellular manufacturing possible, single minute exchange of die (SMED) is a big factor. We’ll see more about that in the next section.
5.2 Single-minute exchange of die (SMED)
SMED refers to a method where the equipment/setup used to manufacture items can be changed up within 10 minutes. This essential to make the manufacturing line process the next product quickly after it’s done with the current lineup. This quick change is seen as essential for reducing any waiting time and keeping a consistent flow. It's effective where shop floors don't have dedicated workstations for each process. A die is a manufacturing tool similar to a mold.
5.3 Takt time
Takt time is the rate of production required to match customer demands. It is counted as the time between the start of production of one item and the next.
The formula to calculate Takt time goes like:
Takt time = Time available for production / number of units required by customer
For example, if there are 8 hours in a day, after subtracting lunchtime, meetings, short breaks, etc, there will be roughly 7 hours. That’s 420 minutes. Now, if the customer demands 100 units per day, then,
Takt time = 420/100 = 4.2 minutes or 252 seconds
Going by this example, to meet customer demands, you’ll have to produce one unit every 4.2 minutes.
This was only an example, in reality, it may take 4 minutes or 4 hours, it all depends on the product, and more importantly, the customer demand.
5.4 Standardized work
It’s important to document and standardize processes across the organization. Without standardization, mistakes and defects can occur with high frequency. Standardization is a basic agreed upon guide everyone uses to perform work in a similar way.
Standardized work is necessary to avoid ‘Muri’ which means impossible or unreasonable. For example, unreasonable expectations for manufacturing a certain item in one hour when it actually takes two. If the process was standard and documented, there’ll be no place for unreasonable requests.
5.5 Five whys for Root Cause Analysis (RCA)
Often, when something fails in production, employees fix it there temporarily and continue their work. The problem with this approach is that it addresses the problem only once. In lean practice, it’s advised to ask ‘why’ five times. When you continue asking ‘why?’, you get one step deeper into the problem each time and ultimately reach the root cause. This is an approach for root cause analysis or finding the root cause of a problem.
For example, machine A failed:
- Why? Because the piston was stuck.
- Why? Because it was rusted and had dirt.
- Why? Because regular oiling and maintenance wasn’t done.
- Why? Because we don’t have a maintenance schedule.
- Why? Because we don’t have a standard process/new manager hasn’t set it yet.
5.6 Poka-yoke
Poka-yoke is a method of avoiding manufacturing defects or automating detection of defects. Manually going through hundreds or thousands of units to detect defects is very time consuming and laborious. Hence, implementing poka-yoke principles to the manufacturing line saves a lot of time and efforts.
For example, if you’re manufacturing thousands of machine parts, you can set up molds/windows that allow unit parts only if they’re of specific shape/dimensions. This ensures that defective (out of shape) parts never get through for further processing.
5.7 Production leveling
Production leveling refers to leveling the workload in the company to reduce any unevenness. As a result, wastes are also reduced. If the demand is predictable, leveling is simpler but when the demand is variable, two methods can be used.
- Leveling production: Here, the manufactured volume is leveled with the incoming demand, or the product is leveled using tools like the heijunka box.
- Leveling demand: Instead of trying to match the demand, the demand itself is manipulated by product offers and other methods. To do this, different approaches are taken like maintaining a proper sales pipeline, understanding external stakeholders in distribution, or to use some extra finished (or almost finished) goods as a buffer.
This is also known as heijunka as per the original Japanese term.
5.8 Total productive maintenance (TPM)
In lean, total productive maintenance is a maintenance method with a goal to prevent any issues from occurring. Methods like autonomous, scheduled, and timely maintenance of equipment are a part of TPM. The idea is to keep all equipment in the best condition possible and only allow skilled workers to operate more complex machinery.
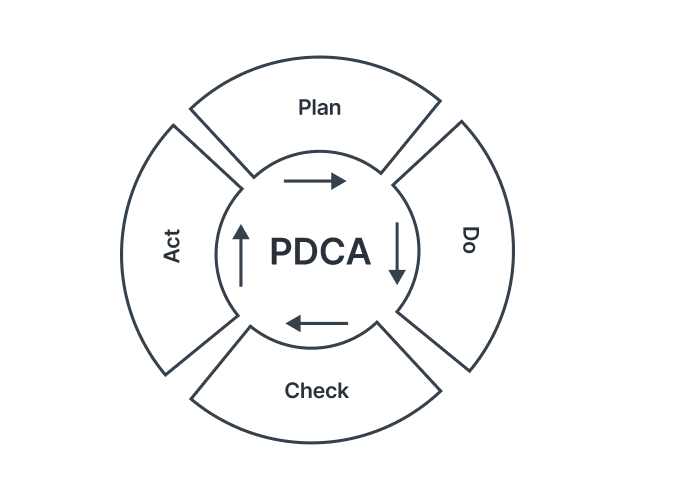
5.9 PDCA
Plan do check act (PDCA) is one of the simpler quality control principles. It’s a continuous cycle intended to be repeated to improve your process. It’s also known as PDSA (plan do study act). The four steps are:
- Plan: Draft a plan and process for achieving results.
- Do: Small changes are done and data is collected to see effectiveness.
- Check: The collected data is checked with expected results to see if it’s working.
- Act: Remedial actions are taken to weed out any inaccuracies, ineffective actions, etc. The act step in the current cycle should totally eliminate the inaccuracies found for the next cycle. Don’t forget to do root cause analysis for an effective act implementation.
5.10 Lean manufacturing kaizen
When mistakes are found, they are corrected. But Kaizen practitioners go one step beyond and improve the process itself to eliminate such mistakes/defects in the first place.
Kaizen has different variations depending on the scope:
- Point Kaizen: It happens fast without much planning and is used to address a problem with small and isolated actions.
- System Kaizen: It’s an organized approach to solve organization-wide system-level problems. A system-level kaizen happens at the upper level and can start off multiple smaller kaizens as a result.
- Line Kaizen: When a kaizen is applied to two points that are connected, it’s known as line kaizen.
- Plane Kaizen: This is a larger version of line kaizen where it’s implemented in multiple points inside a plan (various departments).
- Cube Kaizen: This envelops the whole organization and also the suppliers and customers. No point is left out and kaizen is applied to fit everything inside a cube (a 3D space).
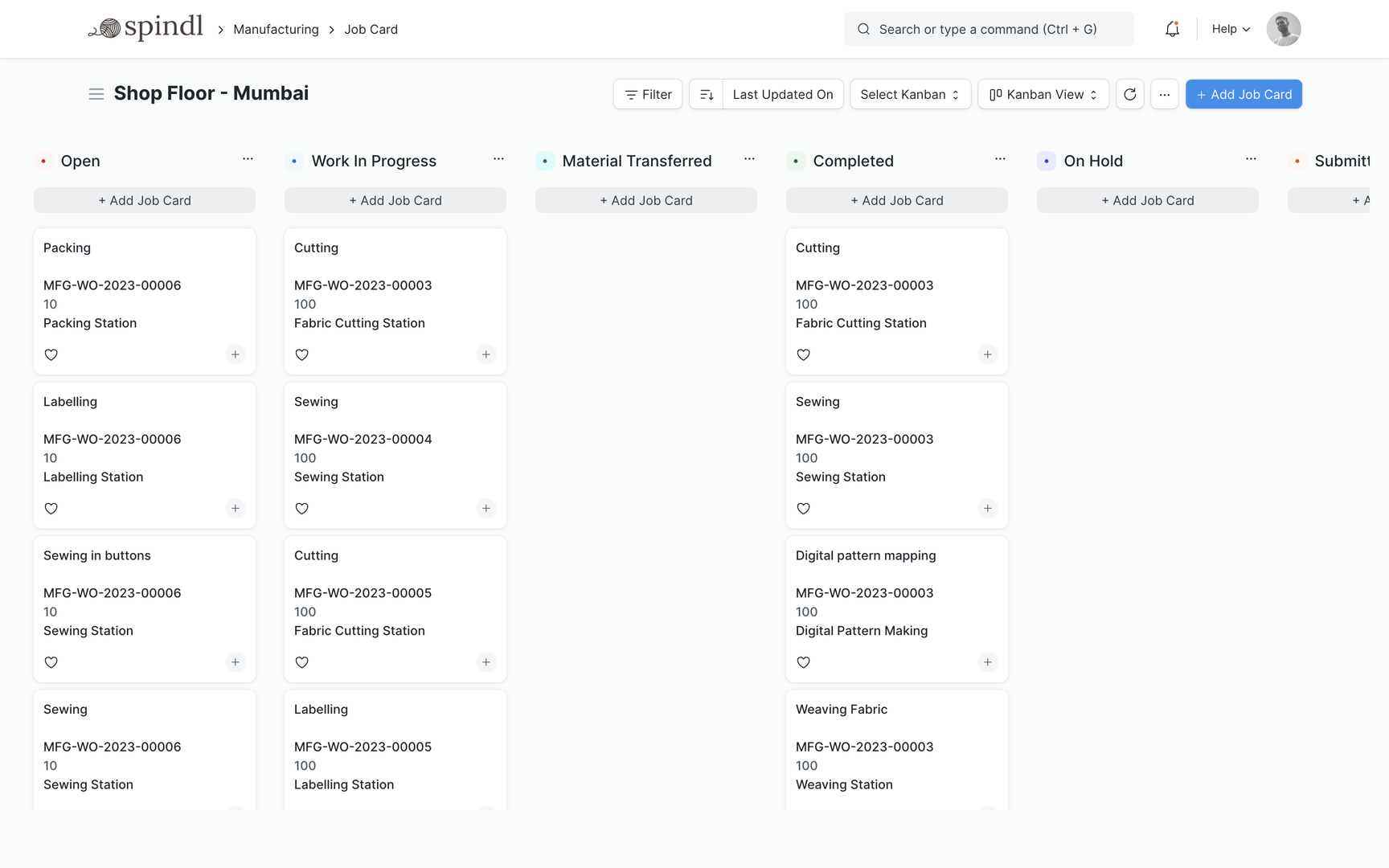
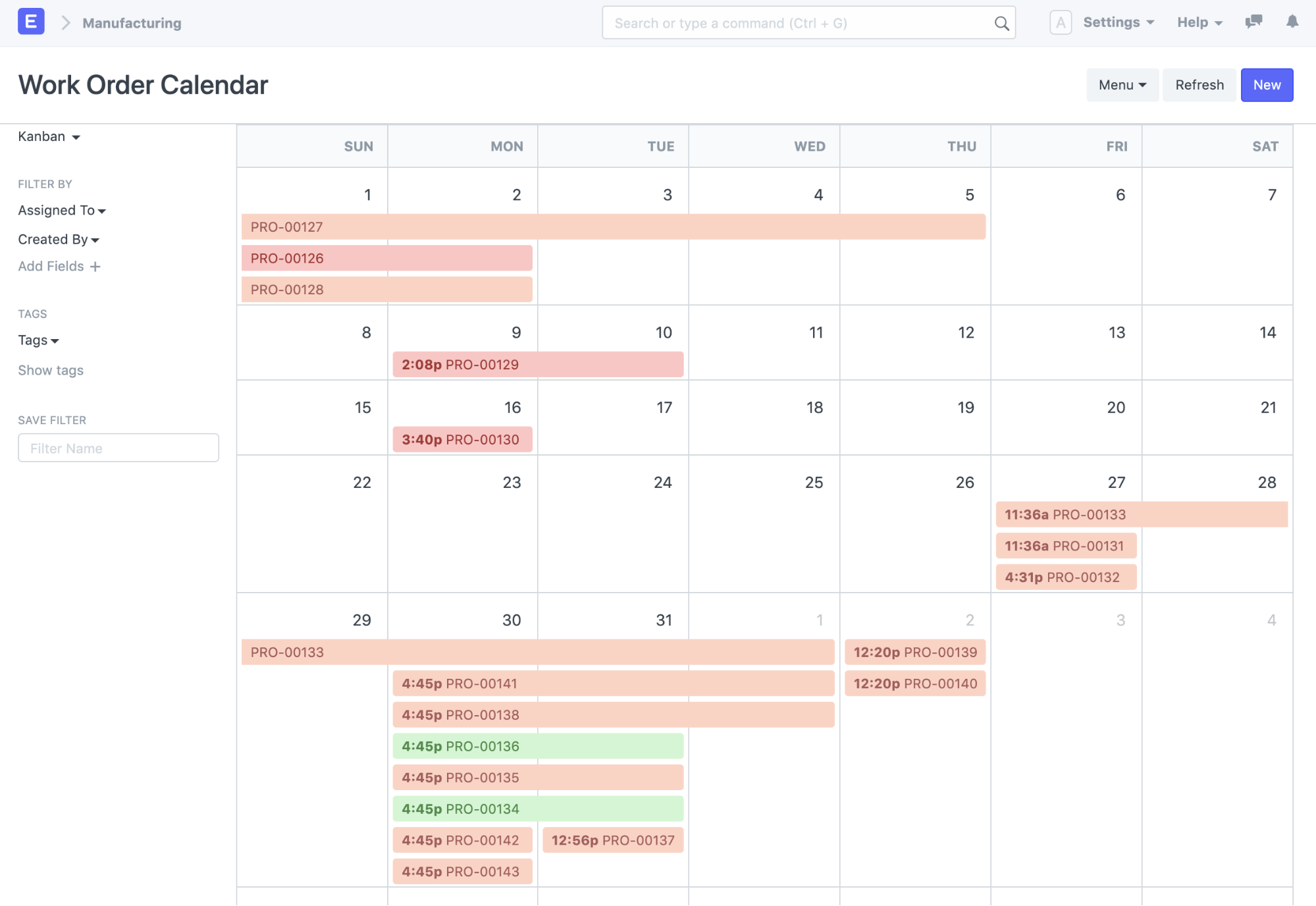
5.11 Kanban in lean manufacturing
Kanban is a scheduling system used to arrange product parts in different stages according to the progress made. You may be familiar with Trello, a popular Kanban board software. Unlike software, in factories, Kabans can be containers or blocks of physical spaces and use the pull system. It means that work or part replenishment in blocks is ‘pulled’ by workers when ready. This avoids burdening employees with too much work at once. A Kanban card here will indicate that inventory, parts, or finished goods need to be replenished in a specific block.
Here’s how you can use Kanban in ERPNext for manufacturing:
Chapter 6: Lean software and companies that use lean
6.1 Lean manufacturing with software
The key to success for adopting lean manufacturing is strict adherence to the lean principles and methods. But companies definitely benefit from recording these processes digitally. What you need in addition to basic manufacturing functions are quality inspections, automatic ordering, reminders, maintenance schedules, tasks, and so on.
Here are examples of some of these features in use in ERPNext.
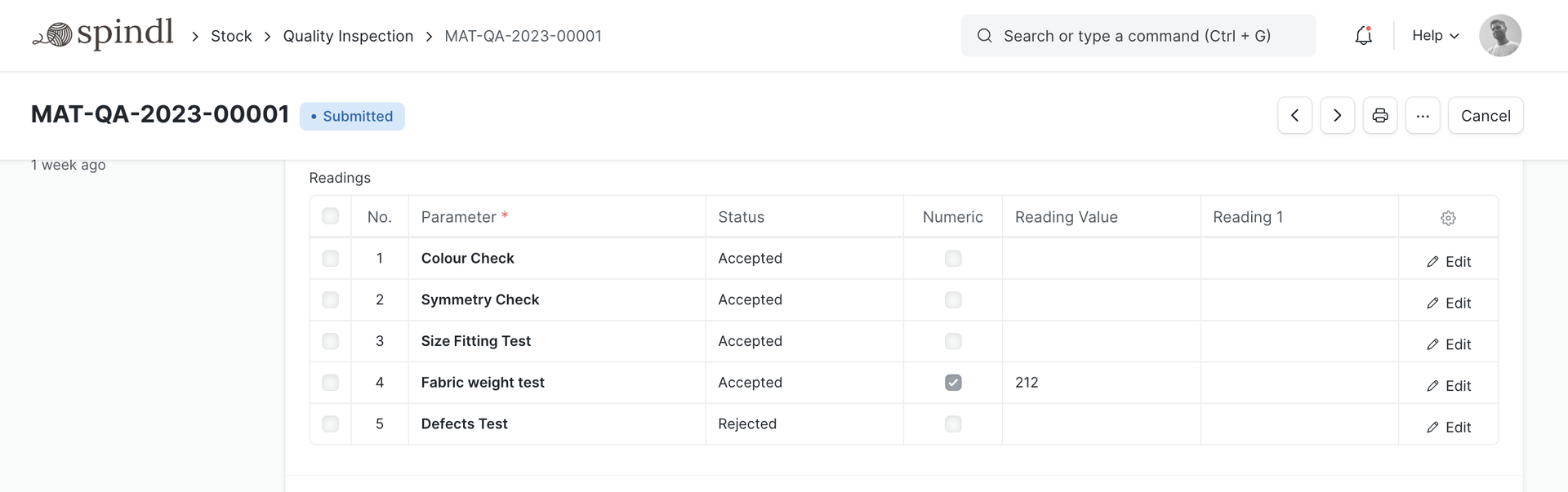
6.1.1 Quality inspection
Inspect both incoming and outgoing inventory. This need not be limited to finished products, it also applies to raw materials and returned items.
6.1.2 Tasks
To run everything smoothly, set tasks, priorities, and notifications. Plan out the month or quarter with projects.
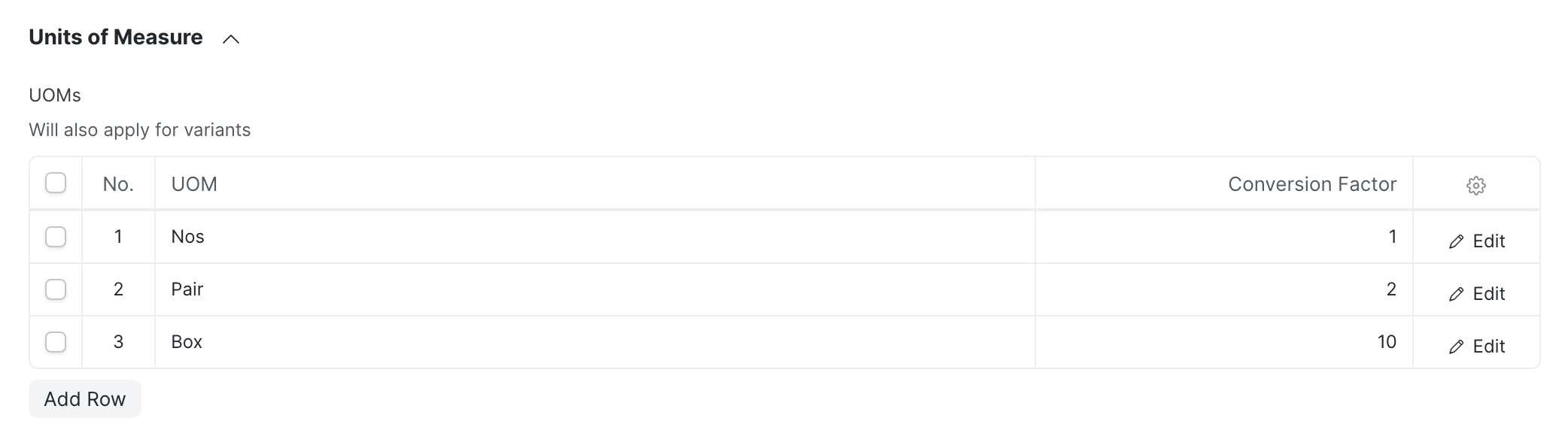
6.1.3 Inventory reports and alerts
Know inventory levels in all warehouses with reports. Before ordering more to stock up, get a bird’s eye view of all your warehouses that shows current stock and also stock reserved for orders.
Better yet, automate ordering materials based on current inventory levels. This way you neither have to keep tracking inventory levels nor worry about stockouts.
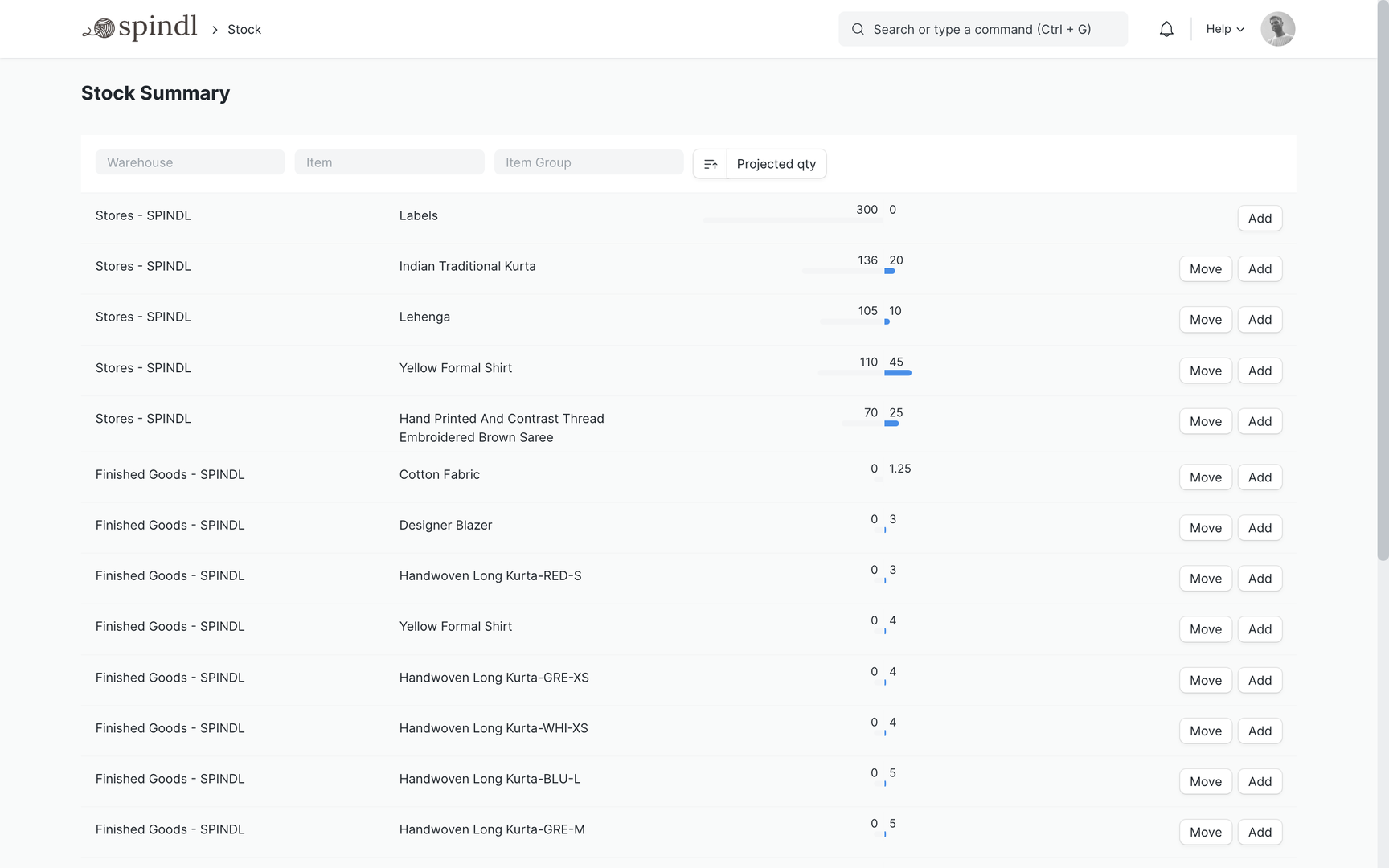
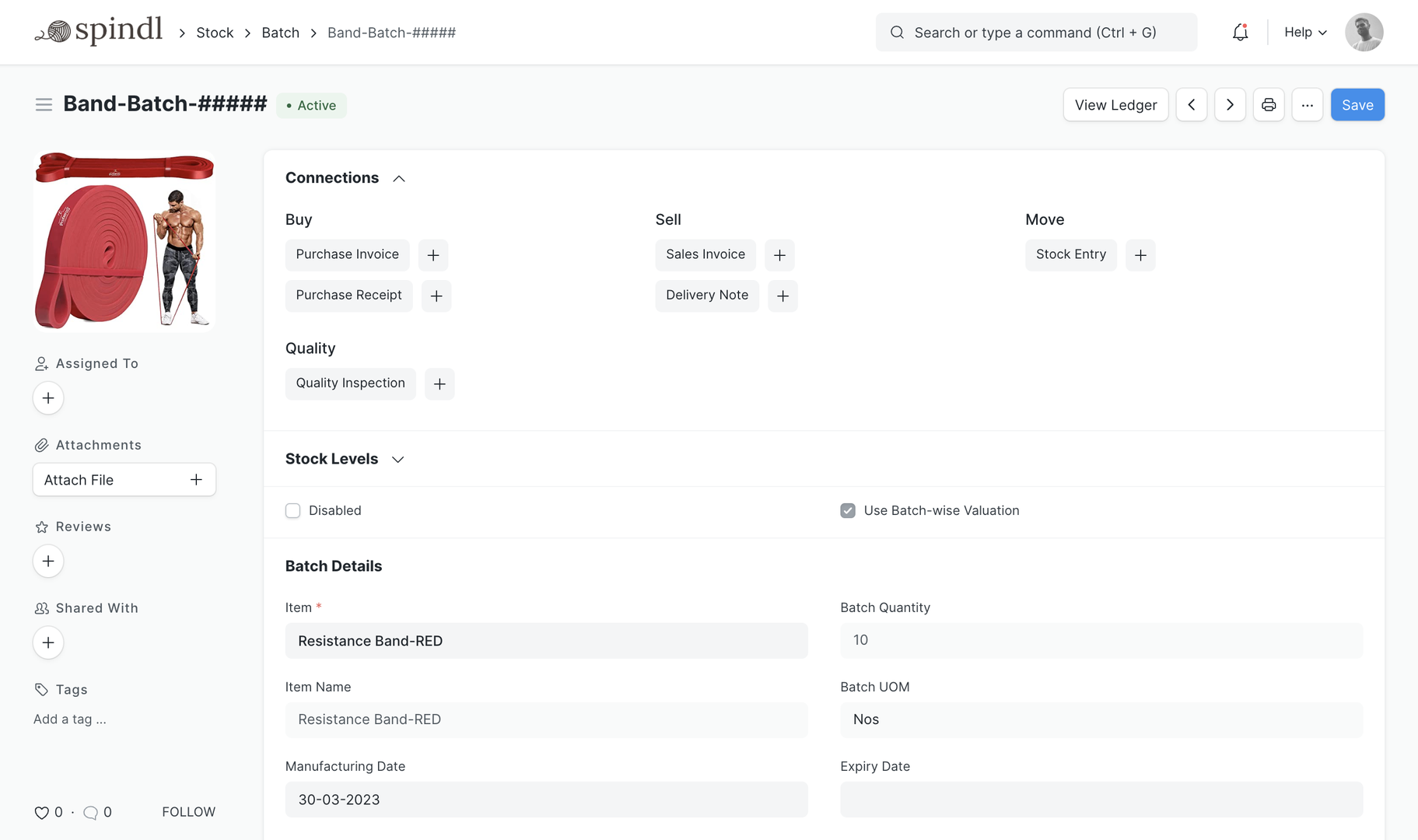
6.1.4 Setting expiry dates on inventory
Expiry dates tell you when a batch is going to expire. Everyone knows how useful this is for perishable items, but you can also set notifications to alert you of idle inventory this way. 20 boxes of product sitting idle from 8 months? Well, ship those batches out first!
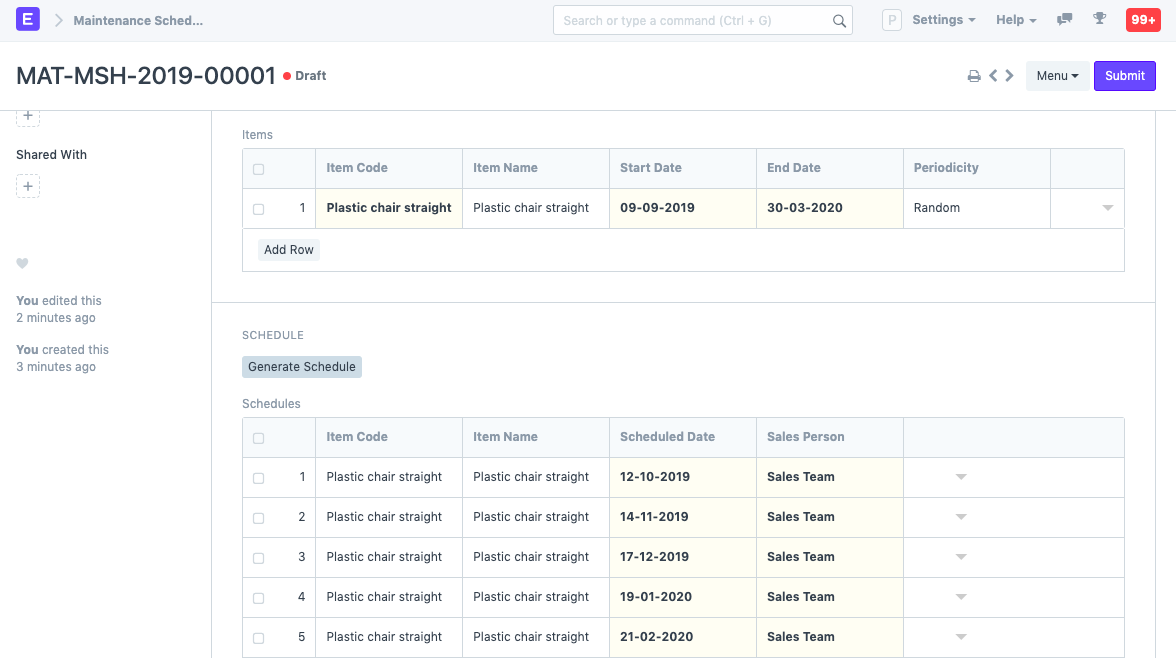
6.1.5 Maintenance schedule to shine regularly
By setting up a maintenance schedule for the upcoming weeks and months, you ensure that all equipment is in top condition.
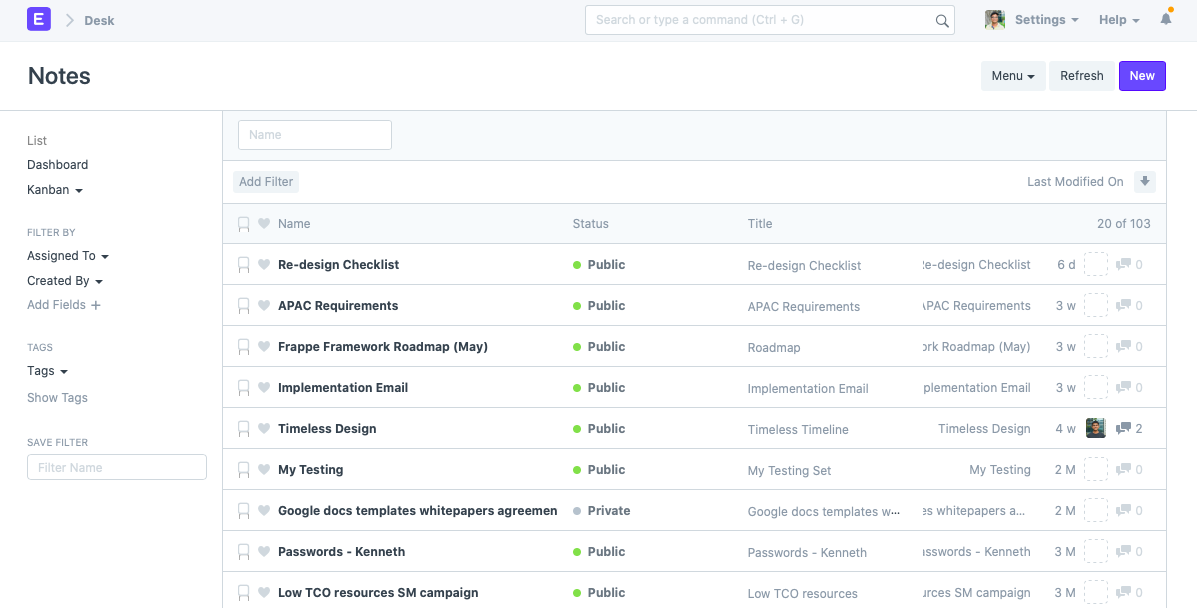
6.1.6 Documenting everything in notes
Documenting standard procedures in notes and sharing it with everyone removes any ambiguity and ensures everyone is on the same page, or should I say, same machine.
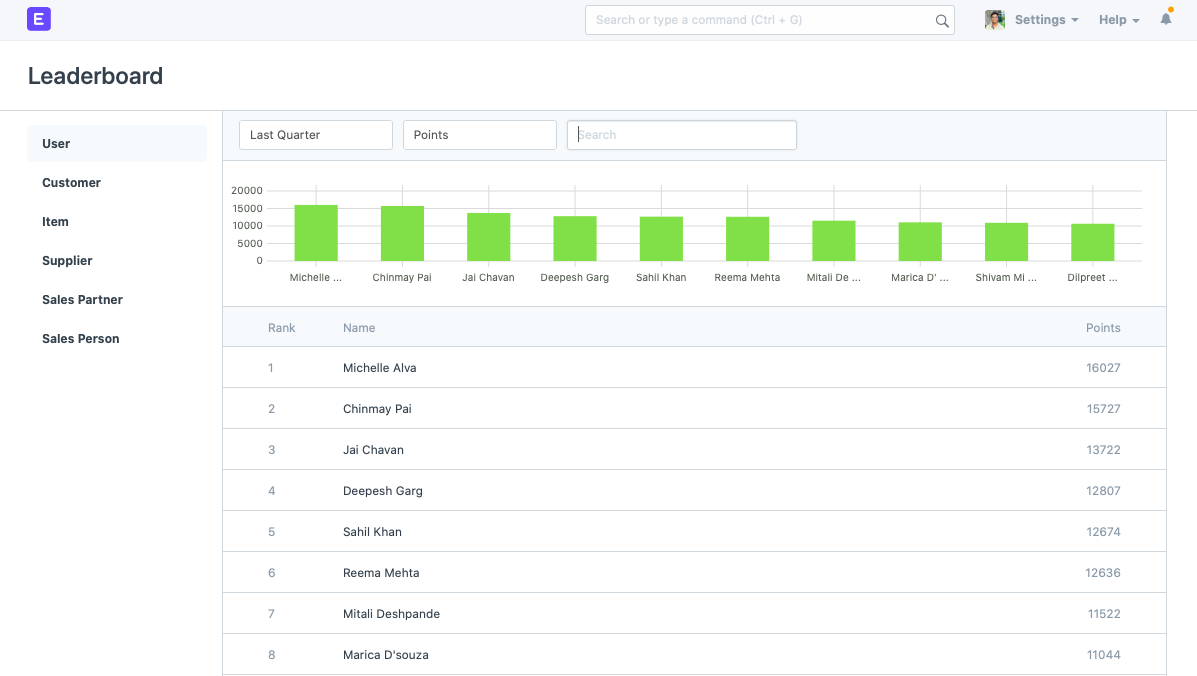
6.1.7 Sustain with rewards with energy points
Change management is difficult. More often than not, people stray back to the old ways. How do you stop that from happening? Well, for one, build a very strong culture over time. In the interim, the answer is incentives. By attaching “energy points” to new or daily activities, you can promote healthy competition and reward good behavior with gifts, bonuses, or extra time off.
6.2 Lean manufacturing examples, companies that use it
One of the first companies to use lean widely is Toyota, the automobile manufacturer. From there, a lot of Japanese companies used it. Today lean is practiced by popular companies like Nike, Intel, John Deere, Parker Hannifin, etc. If there is relatively less variation in your product types and demand, it can work for you too.
Chapter 7: Lean and Six Sigma
7.1 Lean manufacturing and six sigma
Six sigma is a practice that was invented in Motorola for process improvement. It uses quality management and statistical methods to identify and remove the causes of defects. Lean six sigma is a concept that combines lean and six sigma to eliminate eight kinds of wastes namely defects, overproduction, waiting, non-utilized talent, transport, inventory, motion, and over-processing.
There are four levels of certification tiers in lean six sigma. They are yellow belt, green belt, black belt and red belt, red being the highest.
7.2 How is six sigma different from lean?
Lean aims at eliminating wastes and standardizing processes for better efficiency while six sigma is about minimizing defects and variability. Both of these ideas have overlapping goals but the overall aim is to improve efficiency. Choosing a method or both depends on your goals and available resources.
Despite their similarities, lean and Six Sigma are different processes developed to solve different problems. But their similarities allow them to be used together and improve any process or product much better than only one of them being used. Together, they decrease errors, improve employee performance, and eventually deliver even better value to customers.
7.3 The six sigma levels
There are six levels in six sigma with each increasing level minimizing variance and defects. When a process is 6σ, it produces minimal errors and hence has very low variance. However, in the long run, variance increases and the defects increase. To account for this real-life anomaly, a 1.5 sigma shift is accounted for which means that a process that is currently 6σ qualifies to be 4.5σ in the long run.
The six levels in six sigma are classified based on defects per million opportunities (DPMO). Lesser the DPMO, closer the process is to six sigma.
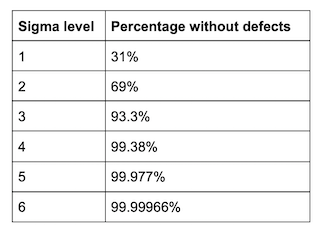
As you can see from the table, the reduction in errors becomes increasingly difficult with tiny increases after 4σ. But, in a large manufacturing line where tens of thousands of units are manufactured or where high ticket items are produced, optimization to 6σ is worth it to avoid loss due to defects.
7.4 Six sigma belts
Widely, there are 5 levels of certifications characterized by different belts similar to martial arts.
- White belt: Are locally trained but do not participate in any production projects.
- Yellow belt: Have a basic training in Six Sigma tools and techniques. Yellow belts participate in company projects to some extent.
- Green belt: Take up Six Sigma implementations along with their other company responsibilities under the guidance of black belts.
- Black belt: Black belts spend all of their time towards Six Sigma. They focus on project execution and provide leadership to others except master black belt.
- Master black belt: They work on Six Sigma full time by applying it to different departments and processes using statistical methods. Master black belts act as coaches for other Six Sigma team members in the organization and also identify projects for Six Sigma.
In a traditional sense, there are only three levels, green, black, and master black, but many organizations recognize white and yellow as necessary steps for transitioning into higher level certifications.
Chapter 8: Lean manufacturing and related concepts
We have pretty much covered the core ideas and tactics in lean manufacturing. Now, let’s look at the outskirts, topics that are commonly mentioned with lean or pitted against lean.
8.1 Lean manufacturing and JIT
JIT or just in time manufacturing is a method that supports lean principles. In JIT, goods are manufactured only after the order is placed, so the items are not stocked in warehouses. Lean and JIT are closely tied but JIT can also be practiced on its own in simpler manufacturing lines. JIT was practiced by Henry Ford first and then the concept expanded into lean in Toyota.
Just in time is the opposite of just in case where manufacturers hold inventory ‘just in case’ there is a demand for the products.
8.2 Lean manufacturing vs agile manufacturing
Agile manufacturing is a set of processes implemented for responding to customer needs quickly. Since we already know what lean is, let’s take a look at the differences between the two.
Lean is a production process aimed at setting consistent standards for repeatable actions. Agile is a development process practiced to try variations and find the best approach via experimentation and change. Lean originates from the industrial sector whereas agile is originally a software development concept.
8.3 Lean manufacturing vs MRP
The biggest contrast between these two approaches is that lean is a pull method while MRP is a push method. What this means is, lean is used to control the demand while MRP is used to plan production to meet the demands. MRP is used when the demands are unpredictable. From these differences, we can see that MRP would work well when there is a lot of variance in both the type of products and the demand for them.
In terms of implementation, MRP is a bundled module with most ERP software. For lean, Kanban pull boards are used along with some other features.
In context of MRP, here’s what capacity planning looks like in ERPNext:
8.5 Why lean manufacturing doesn’t work or fails
Similar to ERP implementations, lean implementations have a bad success rate. Organizations often underestimate the commitment required to successfully go lean. The result? Going back to the old ways.
Some factors that contribute to failures are:
- Shallow approach: While it is tempting as the way, instead of copying what other companies do, you should understand your specific shortcomings and solve them with lean principles.
- Not doing RCA: It’s a common practice to fix things temporarily. But if you want to see any long term improvements, performing root cause analysis and solving the problem permanently is the only way and it is the lean way.
- Lack of commitment: This is the most important factor contributing towards the success of any project. Lean is seen as a new stint and organizations fail to dedicate time, manpower, and other resources towards lean.
- Lack of change management: As an organization-wide cultural change, lean requires everyone to be on board with the ideas for the changes to be implemented. Lack of support and direction from senior management is a sure way for the lean implementation to fail.
Chapter 9: Where to learn to go lean?
Ok, now we’ve covered all lean ideas and tactics. If you’re convinced and want to learn more, get courses, or even certifications, I’ve picked a few for you to save your time.
9.1 Lean manufacturing books
While this article gave you a good idea of lean concepts, books are a better comprehensive resource. Here are a select few with good reviews. I’ve presented both older classic books and some modern ones.
9.1.1 Classic lean books
- The Toyota Way: 14 Management Principles from the World's Greatest Manufacturer
- Learning to See: Value Stream Mapping to Add Value and Eliminate MUDA
- Machine That Changed the World: The Story of Lean Production
- Kaizen Express: Fundamentals for Your Lean Journey
- The Lean Six SIGMA Pocket Toolbook: A Quick Reference Guide to Nearly 100 Tools for Improving Quality and Speed: A Quick Reference Guide to 70 Tools for Improving Quality and Speed
- Toyota Production System: Beyond large-scale production
9.1.2 Modern books
- The Lean Startup: How Today's Entrepreneurs Use Continuous Innovation to Create Radically Successful Businesses
- Lean Mean Thirteen
- Running Lean: Iterate from Plan A to a Plan That Works
- Lean Thinking: Banish Waste and Create Wealth in Your Corporation
- Lean Production Simplified: A Plain-Language Guide to the World's Most Powerful Production System
- Creating a Lean Culture: Tools to Sustain Lean Conversions
- 2 Second Lean: How to Grow People and Build a Fun Lean Culture
- The Goal: A Process of Ongoing Improvement
9.2 Courses
Here’s a pick of two well-received lean courses from Coursera and Udemy.
- The hidden value – Lean in manufacturing and services by BCG in Coursera
- Lean Management: Reduce waste and boost efficiency in Udemy
9.3 Lean manufacturing certifications
Practicing lean manufacturing properly is a serious task. Hence there are certifications to certify people as qualified lean practitioners. Here are some globally recognized official lean/six sigma certifications you may want to consider.
- Lean Six Sigma IASSC certification
- Lean certification from Association for Manufacturing Excellence
- Six sigma council
Before opting for a certification, please do your research to understand which certifications work best for your industry and location.
Conclusion
As we saw, lean is about eliminating all kinds of wastes. There are specific principles, techniques, and tools designed to achieve minimal waste. If you practice lean properly in your organization, you too can become more efficient and in turn more profitable.
Although this was a long piece, we’ve only covered an overview of lean manufacturing. Ok, that was definitely more than an overview, now you can talk about lean confidently in your circles with your new-found knowledge.
But, on a serious note, there’s a lot more to know if you’re going to apply these principles to production. I recommend picking up books or considering a certification to dive deep and practice what you read.
Anyway, now that you reached the end, what did you think of this article? Will you go lean? Share your thoughts below.
Just like lean manufacturing, ERPNext saves you operating costs. Start a free trial, no cards, no commitments.
Or join our free newsletter for updates on more content and product.
References
- Wikipedia
- Lean Manufacturing
- 5s
- Lean Six Sigma
- Muda (Japanese term)
- Continuous-flow manufacturing
- Cellular manufacturing
- Takt time
- Standardized work
- Kanban
- Five whys
- Single-minute exchange of die
- Poka-yoke
- Production leveling
- Total productive maintenance
- 5S (methodology)
- PDCA
- Material requirements planning
- Agile manufacturing
- Lean manufacturing tools
Prasad Ramesh
Marketing at Frappe.
@prasad You have covered all bases and concepts giving a very good overview of the subject. I would encourage you make this into a series of articles and to elaborate on each point.
Also include some cases studies related to a particular feature, that will be helpful to new users
Excellent write up Prasad !
Very well explain the functional part and the process of implementation. I like your summary why implementation fails and I experience the same reasons during ERP Implementations.
Also I learned how lean can be implemented using ERPNext. Right from history of Lean to how we can implement using ERPNext, this combination of information helped me a lot!
Looking forward similar articles - very simple and to the point !!!
Regards, Satish